电话:13218895878
www.hxdaoju.com
在固废处理、资源回收、材料加工等工业领域,撕碎机作为实现物料减容与再生利用的关键设备,其性能优劣很大程度上取决于刀片系统的设计与制造水平。撕碎机刀片作为直接承担破碎任务的核心部件,在处理金属、塑料、橡胶、木材甚至电子废弃物等复杂物料时,需承受高频冲击、剧烈摩擦与交变应力的严苛考验。这种看似粗犷的工业刃具,实则是材料科学、机械工程与失效分析深度结合的精密产物,其技术演进始终推动着破碎行业的效率提升与应用拓展。
一、结构设计:破碎原理的力学载体
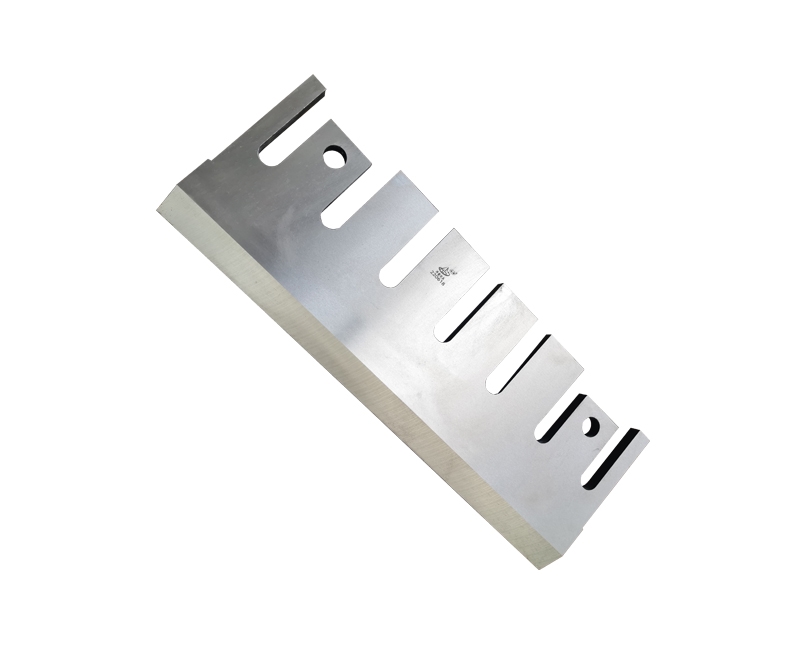
撕碎机刀片的核心功能是通过 "剪切 - 挤压 - 撕裂" 的复合作用实现物料破碎,其结构设计需兼顾破碎效率与使用寿命。典型的刀片系统由安装于主轴的动刀(旋转刀)与固定于机架的定刀(静止刀)组成,动刀呈螺旋状或平行排列,相邻刀片的刀刃错位分布形成剪切间隙(通常 0.5-3mm)。这种设计使物料在进入破碎腔后,首先受到动刀离心力的撕扯作用,继而被拉入动定刀间隙承受剪切应力,最终因应力集中发生断裂破碎。
刀片的几何参数直接影响破碎性能:刀刃角度多在 25°-45° 之间,锐角设计利于切入脆性物料(如玻璃、陶瓷),钝角结构更适合韧性材料(如钢丝、橡胶);刀体厚度根据处理物料硬度调整,处理金属时可达 50-100mm,处理塑料则减至 20-30mm 以提升切割灵活性;螺旋型动刀通过 30°-45° 的螺距设计,可引导物料向破碎腔深处移动,避免堵塞并提高处理效率。有限元分析显示,优化后的刀片应力分布可使局部应力集中降低 30%,疲劳裂纹萌生时间延长 40%。
二、材料技术:应对严苛工况的关键
1. 多元材质的性能适配
针对不同破碎对象,刀片材料呈现差异化选择:
高合金工具钢(如 SKD11、Cr12MoV):经 1050℃淬火 + 200℃回火处理后硬度达 HRC58-62,适用于中等硬度物料(如废钢、硬塑料),优势在于成本可控且综合性能均衡,市场应用占比达 60% 以上。
粉末冶金材料(如 PM200、ASP2030):通过雾化制粉 - 热等静压工艺制成,碳化物分布均匀性提升 70%,抗崩刃能力较传统工具钢增强 50%,适合处理含金属杂质的复杂物料(如废旧汽车线束、电路板)。
碳化钨硬质合金(WC-Co):硬度达 HRA89-92,耐磨性是工具钢的 5-8 倍,但其脆性较大,通常以镶嵌式结构用于刀头部位,专用于破碎石英砂、刚玉等超高硬度物料。
2. 表面处理技术的赋能
涂层工艺与表面改性技术进一步提升刀片性能:
物理气相沉积(PVD):在刀片表面沉积 5-10μm 的 TiN、CrN 涂层,表面硬度提升至 HV2000-2500,摩擦系数降至 0.3 以下,使塑料、橡胶等粘性物料的粘附率降低 60%,清洗频率减少 50%。
激光熔覆:在刃口区域熔覆碳化铬合金层,形成 0.5-1mm 的超硬耐磨层,处理钢筋混凝土时,刀片寿命从 8 小时延长至 20 小时以上,熔覆层与基体的结合强度可达 400MPa 以上。
离子渗氮:通过 450-550℃渗氮处理,在刀片表面形成 0.2-0.3mm 的硬化层,耐腐蚀性提升 3 倍,尤其适合潮湿环境下的生活垃圾破碎。

三、性能优势:工业破碎的效率保障
1. 复杂物料的适应性
撕碎机刀片通过结构与材料的优化,实现对多品类物料的高效破碎:
金属破碎:针对易拉罐、汽车壳体等薄型金属,采用 "薄刃 + 密齿" 设计(刀刃厚度 20mm,齿距 15mm),配合 15° 切入角,单次破碎即可将物料尺寸降至 50mm 以下,金属回收率提升至 98% 以上。
塑料回收:处理 PET 瓶、ABS 板材时,刀刃采用弧形过渡设计(R 角 5-8mm),避免物料缠绕刀轴,配合锯齿状微结构(齿高 1mm,齿距 3mm),可将破碎能耗降低 25%,碎片尺寸均匀度达 90%。
电子废弃物:面对含电路板、锂电池的复杂物料,刀片表面经抗静电处理(表面电阻≤10^9Ω),并采用分段式刃口(前段剪切、后段挤压),实现金属与非金属的有效分离,贵金属回收率提升 15%。
2. 长寿命与低维护特性
通过失效模式分析,现代刀片设计显著提升可靠性:
抗疲劳设计:刀体过渡区采用大圆弧倒角(R≥10mm),应力集中系数从 3.2 降至 1.8,疲劳断裂风险降低 60%;某固废处理厂实测显示,新型刀片的更换周期从每周 2 次减少至每月 1 次。
快速更换结构:采用螺栓紧固 + 定位销设计,单组刀片更换时间从 2 小时缩短至 30 分钟,配合备用刀组预安装技术,可实现 30 分钟内整机刀片替换,大幅减少停机损失。
自锐性设计:部分刀片采用双斜面刃口(前角 15°+ 后角 8°),在破碎过程中通过物料反作用力实现刃口微修整,持续保持锋利度,经 1000 小时作业后,剪切力衰减幅度≤15%。
四、应用场景:多元工业领域的破碎刚需
1. 固废处理与资源回收
在城市生活垃圾处理线,撕碎机刀片需应对混杂的有机质、塑料、金属等物料,其抗腐蚀涂层与防缠绕设计可减少粘刀与堵塞,配合智能控制系统(刀片转速随负荷自动调节),使单台设备日处理量达 200 吨以上。在废旧轮胎回收领域,锯齿状刀片(齿深 3mm,齿距 20mm)可将轮胎快速破碎至 50-100mm 的胶块,为后续磨粉制备再生胶奠定基础,处理效率较传统颚式破碎提升 3 倍。
2. 材料加工与预处理
在塑料造粒生产线,刀片将废旧塑料薄膜、编织袋破碎至 10-20mm 的碎片,其刃口精度(直线度≤0.02mm/m)确保碎片尺寸均匀,减少造粒机筛网堵塞。在木材加工行业,处理带钉废木料时,刀片的抗冲击基体(韧性≥40J/cm²)可承受铁钉撞击而不崩刃,破碎后的木料可直接用于生物质燃料制备,杂质剔除率≤0.5%。
3. 特殊领域的定制化需求
在军工涉密销毁场景,针对含集成电路的涉密载体,刀片采用 "微破碎 + 磁化" 复合设计,破碎后颗粒尺寸≤2mm,并通过磁性吸附确保金属碎屑无遗漏,满足国家保密标准 BMB21-2007 的要求。在医疗废弃物处理中,耐高温刀片(工作温度≤300℃)配合无菌涂层,可有效破碎输液袋、注射器等感染性物料,破碎过程中细菌灭活率≥99.9%。
五、技术演进:智能化与绿色化驱动创新
1. 智能监测与预测维护
物联网技术的应用使刀片具备 "健康感知" 能力:内置的应变片与温度传感器实时采集刀刃应力(精度 ±1% FS)与温升数据(精度 ±2℃),通过边缘计算模块分析磨损状态,当刃口磨损量超过 0.5mm 时自动触发预警,某再生资源企业引入该技术后,刀片更换的计划性提升 80%,非计划停机时间减少 40%。
2. 绿色制造与循环利用
在刀片生产环节,低温淬火(≤850℃)、无氰电镀等环保工艺应用率达 70%,废水排放减少 60%。废旧刀片通过激光熔覆再制造技术,修复成本仅为新品的 30%-50%,修复后性能可达原品的 90% 以上,符合循环经济理念。欧盟某破碎设备厂商数据显示,其刀片再制造业务占比已达 25%,年减少碳排放 1200 吨。
3. 轻量化与高性能融合
针对移动式破碎站的载重限制,采用 "钢 - 钛复合" 结构刀片:刀体采用 TC4 钛合金(密度 4.5g/cm³),重量减轻 40%,刃口镶嵌硬质合金(厚度 3mm),强度保持率≥90%,使设备整体负载降低 20%,燃油效率提升 15%。
六、未来展望:迎接破碎技术的新挑战
随着固废处理量的增长与物料复杂度的提升,撕碎机刀片将向三个方向深度发展:
多物料自适应刀片:通过形状记忆合金实现刃口角度动态调节(调节范围 15°-45°),可在破碎过程中根据物料硬度自动切换工作模式,处理混合物料时效率提升 30%。
纳米复合涂层技术:开发金刚石 - like 碳(DLC)涂层,硬度达 HV3000 以上,摩擦系数降至 0.15 以下,使粘性物料处理时的清洗周期延长至 72 小时,刀片寿命提升 1 倍。
数字化设计制造:基于 AI 算法的刀片几何参数优化系统,可根据物料成分(金属含量、含水率、硬度分布)自动生成最优刃口曲线,设计周期从 2 周缩短至 24 小时。
从最初的铸铁刀片到如今的智能复合刃具,撕碎机刀片的进化史不仅是材料与工艺的迭代,更是工业破碎理念的革新。当每一次破碎动作都承载着资源再生的使命,当每一片刀片都蕴含着减量化、再利用的绿色基因,这种看似冰冷的工业部件,正以持续的技术突破,推动着人类向循环经济的理想迈进。在 "无废城市" 建设与 "双碳" 目标的背景下,撕碎机刀片的每一次转动,都在为地球的可持续发展切割出更清晰的路径。