电话:13218895878
www.hxdaoju.com
在工业破碎行业,刀片作为核心部件,其性能直接影响破碎效率、能耗及设备寿命。面对不同硬度的物料与多样化的粒度需求,如何科学匹配刃型与材质成为提升破碎效能的关键。从物料特性分析、刃型选择策略、材质适配原则及优化维护方案四个维度,系统阐述破碎机刀片的选型逻辑。
一、物料硬度与破碎粒度的核心影响
1. 物料硬度分级与破碎挑战
根据莫氏硬度标准,物料可分为软质(≤3,如煤、石膏)、中硬质(4-6,如石灰石、青石)及硬质(≥7,如花岗岩、铁矿石)三类。硬度越高,破碎所需能量呈指数级增长,对刀片的耐磨性、抗冲击性要求越严苛。处理花岗岩时,刀片需承受超过150MPa的冲击载荷,而软质物料仅需30-50MPa。
2. 破碎粒度与工艺需求
破碎粒度直接影响下游工序效率。粗碎(粒度>50mm)需高冲击力刀片快速破碎大块物料;中碎(5-50mm)要求刀片兼顾切割与研磨功能;细碎(<5mm)则依赖高精度刃型实现均匀粒度分布。砂石骨料生产中,中碎阶段需将物料从200mm破碎至40mm,粒度均匀性偏差需控制在±10%以内。
二、刃型选择策略:结构适配破碎场景
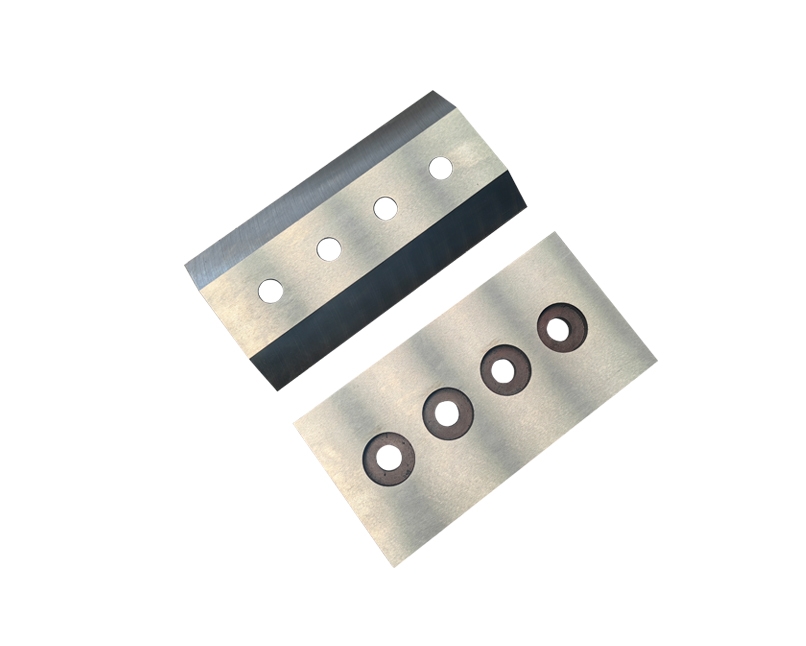
1. 平刃刀片:通用型破碎首选
适用场景:软质至中硬质物料粗碎(如PE、PP塑料、煤块)。
优势:结构简单、制造成本低,通过剪切力实现高效破碎。在塑料回收生产线中,平刃刀片可将废旧塑料薄膜快速切割为20-50mm碎片,能耗较锯齿刃降低15%。
局限:处理高韧性物料时易打滑,需配合高转速(>800rpm)提升切割效率。
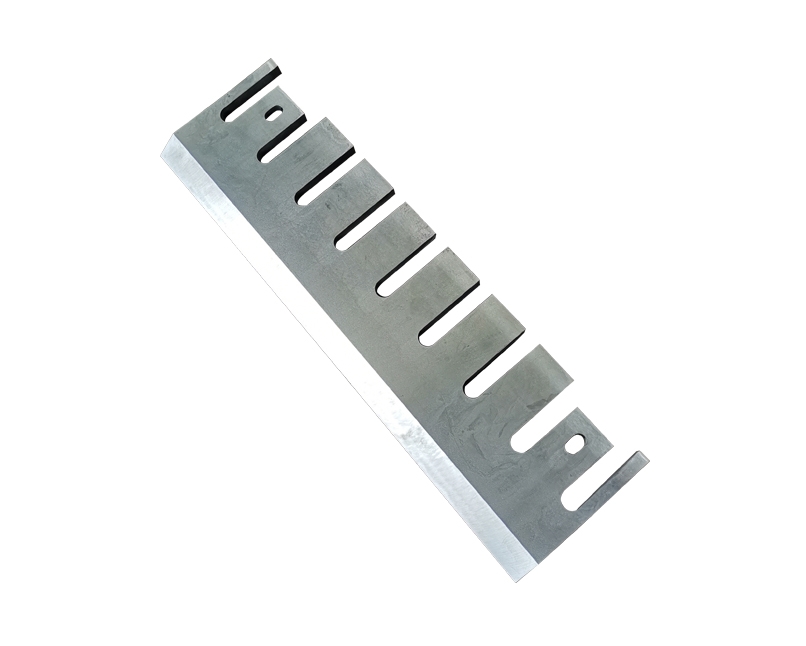
2. 锯齿刃刀片:韧性物料的克星
适用场景:中硬质至硬质物料中碎(如尼龙、PET塑料、橡胶轮胎)。
优势:锯齿设计增加切割点,防止材料滑动,破碎效率提升30%。在轮胎破碎项目中,锯齿刃刀片可将轮胎钢丝与橡胶分离,钢丝回收率达98%。
维护要点:需定期刃磨(每500小时)以保持齿形精度,避免磨损后切割力下降。
3. 阶梯刃刀片:厚壁物料的解决方案
适用场景:硬质物料粗碎(如铸铁件、混凝土块)。
优势:阶梯结构分散冲击力,延长刀片寿命。例如,在建筑垃圾破碎中,阶梯刃刀片可将混凝土块破碎至100mm以下,刀片磨损率较平刃降低40%。
适配设备:需配合高扭矩电机(≥30kW)以克服硬物料阻力。
4. 组合刃刀片:混合物料的优化选择
适用场景:成分复杂物料细碎(如电子垃圾、混合塑料)。
优势:前端平刃初步切割,后端锯齿细化粉碎,实现“一刀两用”。例如,在电路板破碎中,组合刃刀片可将金属与塑料分离,金属回收纯度达95%。
技术参数:需控制平刃与锯齿的长度比(通常为1:2)以平衡切割力与研磨效果。

三、材质适配原则:性能与成本的平衡
1. 工具钢(D2/SKD-11):通用型经济之选
特性:硬度HRC58-62,耐磨性良好,成本适中。
适用场景:处理PE、PP等软质塑料及中硬质矿石(如石灰石)。
案例:某砂石厂采用D2钢刀片破碎石灰石,连续运行2000小时后刃口磨损量仅0.5mm,综合成本较高速钢降低25%。
2. 高速钢(M2/M42):高速破碎的效能提升
特性:硬度HRC62-65,红硬性好(600℃下仍保持硬度),耐磨性优于工具钢。
适用场景:处理工程塑料(如PC、PA)及含玻纤增强塑料。
数据支撑:在汽车保险杠破碎项目中,M42钢刀片较工具钢寿命延长2倍,能耗降低18%。
3. 硬质合金(YG8/YG15):硬物料的终及解决方案
特性:硬度HRA90以上,及端耐磨,但抗冲击性差。
适用场景:高附加值塑料(如PPS、PEEK)及金属矿石细碎。
应用限制:需控制进料粒度(<100mm)以避免崩刃,且制造成本较工具钢高3-5倍。
4. 涂层技术:性能增强的创新路径
常用涂层:TiN(氮化钛)、TiAlN(氮铝钛)、DLC(类金刚石)。
效果:涂层可提升表面硬度2-3倍,减少摩擦系数30%-50%。TiAlN涂层刀片在破碎含砂塑料时,寿命较未涂层刀片延长4倍。
四、优化维护方案:延长刀片生命周期
1. 日常维护要点
清洁:每班次清除刀片表面积聚的塑料熔体或金属碎屑,防止粘连导致磨损加剧。
润滑:定期(每500小时)对轴承部位加注耐高温润滑脂(如二硫化钼),减少摩擦损耗。
间隙调整:根据物料硬度动态调整刀片间隙(软质物料0.5-1mm,硬质物料0.2-0.5mm),确保切割效率。
2. 刀片更换标准
磨损阈值:当刃口磨损超过原始尺寸的15%时,需立即更换以避免能耗激增。
效率下降:若粉碎效率下降20%以上或粒度均匀性偏差超过±15%,表明刀片已失效。
异常信号:运行中出现异常振动或噪音(>85dB),需停机检查刀片是否崩刃或松动。
3. 修复与再利用
轻微磨损:采用专业刃磨设备(如数控磨床)恢复刃口锋利度,修复成本仅为新刀片的30%。
严重磨损:对硬质合金刀片,可通过激光熔覆技术修复刃口,延长使用寿命1-2倍。
破碎机刀片的选型需以物料硬度与破碎粒度为核心依据,通过刃型与材质的科学匹配实现效能较大化。在实际应用中,建议结合物料成分分析(如X射线荧光光谱仪检测杂质含量)、破碎试验(如JK落锤试验模拟冲击载荷)及成本效益分析,制定个性化选型方案。建立刀片全生命周期管理体系,通过智能监测(如振动传感器实时追踪磨损状态)与预防性维护,可进一步降低综合运营成本,提升破碎生产线的可持续性。