电话:13218895878
www.hxdaoju.com
双轴撕碎机刀片是危废预处理生产线上的核心磨损件,用于将各类危险废物(如化工桶、医疗废物、油泥包装、沾染物)撕碎成小尺寸块状,方便后续焚烧或填埋。危废处置工况特殊,物料成分杂,有时含硬质金属、有时含黏性油泥,腐蚀性也不低。刀片在这种环境下的表现,直接决定整条线能开多久、停多少次。
一、材质与工艺要求
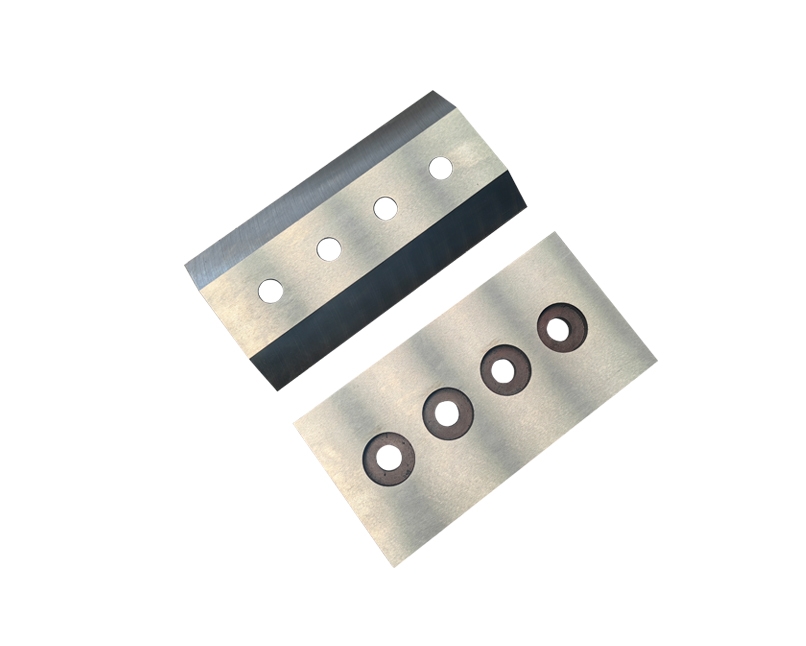
危废处置用的双轴撕碎机刀片,材质不能照搬普通回收站用的。我们对比过几种方案。高铬铸铁(Cr20)撕碎塑料桶没问题,但遇到物料里混进废旧小轴承或螺栓,刀齿会崩。后来改用42CrMo整体调质+表面堆焊碳化钨。刀体硬度HRC45左右,韧性好,不容易断;堆焊层厚度4-6mm,硬度HRC62以上,抗磨损。堆焊材料选的是含碳化钨颗粒的钴基焊条,耐磨性比普通焊条高一倍。刀片刃口形状也做了调整,危废里常有薄膜、布条、编织袋,普通直齿容易缠绕,我们改用错位波浪齿加防绕槽,刀片间隙处加工出斜面,长条物料能自己滑脱。
二、危废工况下的实际表现
拿某危废焚烧中心的案例说。他们以前用普通高锰钢刀片,撕碎2000吨危废就要换一套,中间还得补焊两三次。换下来的刀片磨损不一,有的齿整个磨平,有的崩掉半边。后来换成堆焊碳化钨的双轴撕碎机刀片,撕碎到6000吨左右才需要大修。而且这6000吨里包括:废油漆桶(含残留溶剂)、油泥沾染的编织袋、医用塑料输液瓶(带橡胶盖)、还有少量报废的小五金件。刀片在含油黏性物料下不容易糊齿,因为刃口始终保持锋利,能切断而不是挤压。
另一个例子是化工园区的危废暂存库。他们处理的物料主要成分是废催化剂载体(氧化铝球)和吸附了有机物的废活性炭。这两种物料磨蚀性强,普通刀片两周磨秃。使用双轴撕碎机刀片(堆焊层+硬质合金镶嵌)后,寿命延长到两个月。关键是出料粒度稳定在30mm以下,焚烧炉不需要再二次破碎,炉膛温度波动明显减小。

三、产品特点与优势
针对危废工况,这类双轴撕碎机刀片有几个特点。
1.刀体背部加厚(比常规厚20%),抵抗物料中的硬质点冲击时不易开裂。
2.螺栓沉孔深且带防松垫圈,运行100小时螺栓不松动。
3.刀片可单独更换方向,磨损的齿可以换到另一根轴的低速侧,利用率高。
优势方面:减少停机换刀次数,危废处置线每停一次就要排空料斗、清理易燃气体,耗时一整天。刀片寿命翻倍,一年就少停五六次。刀片磨损均匀后撕碎效率稳定,不会出现前期块大、后期过细的情况。
四、应用场景
危废处置行业中,双轴撕碎机刀片主要用在这几类产线。
1.焚烧预处理线:撕碎混合工业危废(闪点>60℃),要求出料≤50mm。
2.医疗废物高温蒸煮线:撕碎输液瓶、注射器、纱布(含金属针头),刀片防缠绕设计是重点。
3.废油桶/化工桶处置线:先撕碎成条,再磁选分离铁皮和残留液体,刀片要耐溶剂腐蚀。
4.污染土壤修复预处理:撕碎石块、树枝、塑料袋混合物料,刀片耐磨、抗冲击。
5.危废填埋场压实前破碎,要求刀片能把桶装固废撕开,降低填埋空隙率。