电话:13218895878
www.hxdaoju.com
工业粉碎机刀片是安装于锤片式、爪式或涡轮式粉碎机转子上的关键刀具,通过高速旋转对物料进行撞击、剪切和研磨,将块状、颗粒状原料粉碎至所需粒度。刀片采用锋利刃口设计,配合合理的刃角与表面光洁度,切入物料时阻力较小,能够使粉碎后的颗粒细碎均匀,不易产生过粗颗粒或粉末团聚,从而保障出料顺畅,减少筛网堵塞,提升粉碎作业的整体效率。
一、产品材质与结构特点
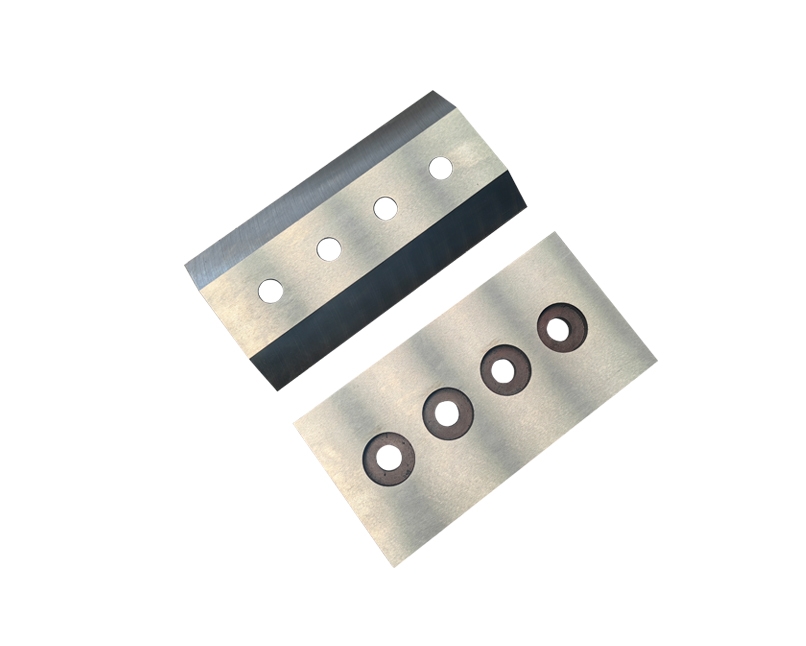
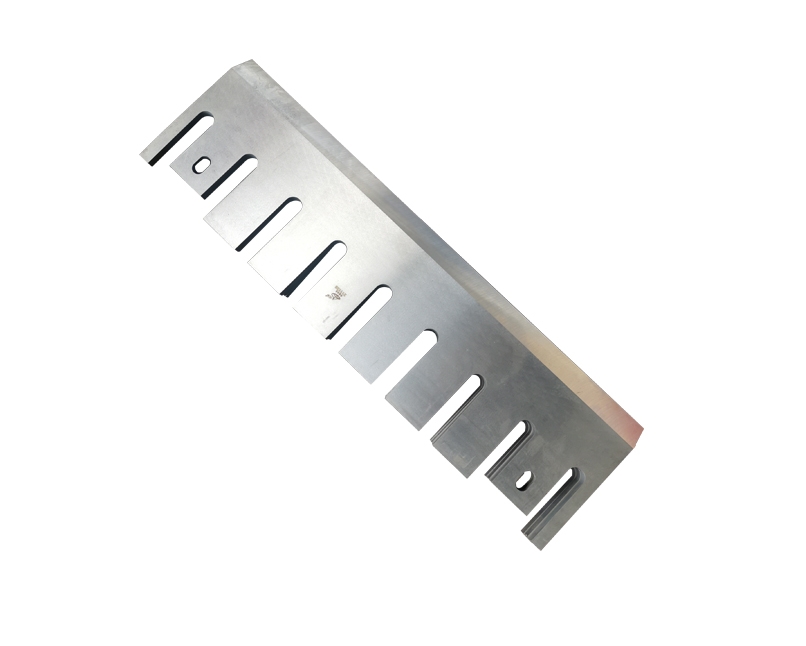
工业粉碎机刀片的基体材料选用高碳高铬工具钢(如Cr12MoV)或粉末冶金高速钢。Cr12MoV经真空淬火和回火后硬度可达HRC56-60,耐磨性较好,适用于普通塑料、中药材、化工原料的粉碎;粉末冶金高速钢(如ASP2053)碳化物分布均匀,刃口锋利度保持性好,用于粉碎硬质物料或含玻纤的工程塑料。刀片厚度3-15mm,根据粉碎物料硬度选择。刃口角度设计为15°-25°,软质或韧性物料用小角度(15°-18°),硬脆物料用大角度(20°-25°)。刃口表面经精磨和抛光,粗糙度Ra≤0.4μm,无明显微观锯齿。
从结构特点来看,锋利的刃口设计具备以下基本属性。
1.刀片刃口采用对称或不对称开刃,适应不同旋转方向的粉碎机。
2.刃口后角通常为2°-4°,减少剪切时与物料的摩擦。
3.刀体设有安装孔,磨损后可调头或翻转使用,提高利用率。
4.刀片经动平衡测试,确保高速运转时振动较小。
5.可选配耐磨涂层(如TiN、CrN),进一步降低摩擦系数并延长刃口寿命。

二、锋利刃口设计对粉碎细度与出料顺畅的作用
工业粉碎机刀片的锋利刃口设计直接影响物料的粉碎效果。当刃口锋利时,刀片切入物料的过程类似于切割而非挤压,物料沿晶界或内部缺陷快速断裂,产生的细粉比例适中,颗粒形状较为规整。锋利刃口还能有效减少因钝化导致的反复碾压,避免过度粉碎产生大量超细粉尘(易堵塞筛网)或因发热使热敏物料软化结块。
实际对比测试显示,使用锋利刃口刀片粉碎聚氯乙烯(PVC)硬质粒料时,过筛率(80目)可达95%以上,且出料速度较钝化刀片提升20%-25%。这是因为锋利的刃口使每次撞击都能有效切入物料,减少了刀片与物料之间的滑动摩擦,降低粉碎室内的热量积累,防止物料粘附筛网。出料顺畅还体现在:粉碎后的颗粒大小均匀,不会出现大块物料卡在筛孔处,粉碎机电流波动小,连续作业时间长。
采用锋利刃口设计的工业粉碎机刀片带来的优势包括:单位产量能耗降低8%-12%;筛网更换周期延长;粉碎后的物料颗粒分布集中,有利于后续混合或包装工序;刀片自身磨损均匀,修磨后仍能恢复较高锋利度。
三、典型应用场景
工业粉碎机刀片广泛用于塑料回收、制药粉碎、化工原料处理及食品加工。
塑料行业,用于粉碎PVC管材、PE薄膜、ABS机壳、尼龙边角料,锋利刃口可防止物料熔融粘刀。
中药材粉碎中,用于根茎类、矿石类药材的细碎,药粉细度均匀。
化工行业,用于颜料结块、树脂颗粒、硫磺等的粉碎,防止因摩擦升温引发危险。
食品行业,用于香料、谷物、糖块的粉碎,满足粒度要求且不产生异味。
四、选型与维护要点
选用工业粉碎机刀片时,应根据物料硬度和韧性确定刃口角度和材质。韧性物料(如橡胶、软塑料)选用15°小角度,防止崩刃;硬脆物料(如矿石、硬塑料)选用22°-25°。安装时确保刀片与定刀间隙为0.5-1.5mm,间隙过小易碰撞崩刃,过大会降低粉碎效果。每班次检查刀片磨损状况,当刃口圆弧半径超过0.3mm时应安排修磨。修磨时使用平面磨床,保持原始角度,冷却充分防止退火。长期停用需涂覆防锈油存放。
工业粉碎机刀片锋利刃口设计对物料粉碎细碎均匀及出料顺畅的积极作用,有助于在粉碎生产线中合理选配和维护刀具。锋利的刃口结合规范的操作,能够提高粉碎效率、降低能耗、减少堵网,为后续工序提供品质稳定的粉体原料。