电话:13218895878
www.hxdaoju.com
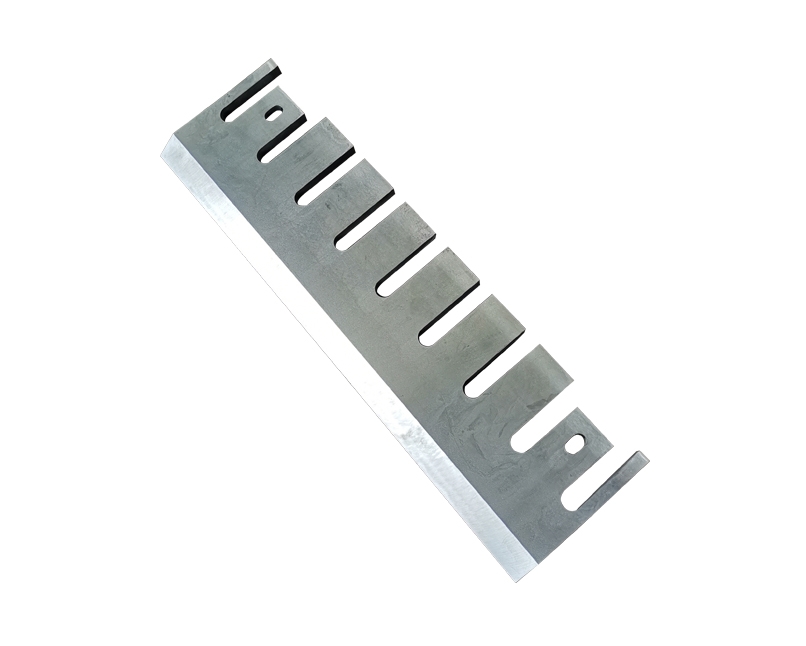
粉碎机刀片是安装在木材粉碎机(如盘式、鼓式、锤片式)转子上的切削刀具,用于将原木、树枝、边角料、生物质原料破碎成木屑或木片。刃口经过热处理后,硬度提升,锋利度持久,切入木材时阻力小,破碎后的颗粒大小集中,过粗料少,过细粉也少。出料粒度均匀稳定,下游工序(如烘干、制粒)更容易控制品质。
一、材质与热处理工艺
粉碎机刀片的常用材质是65Mn、T10A或Cr12MoV。65Mn弹簧钢韧性好,适合含杂物(钉子、石块)的回收木材破碎;Cr12MoV耐磨性更好,用于连续作业的工业粉碎机。刀刃的热处理是关键工序。普通刀片只做整体淬火,刃口硬度HRC50-55,用不久就钝了。好的工艺是局部热处理,刃口部位高频淬火或激光淬火,使刃口硬度达到HRC56-60,刀体背部保持HRC35-40的韧性。这样刃口锋利耐磨,刀体受冲击不易断裂。
具体做法:刀片粗加工后,用感应加热线圈对刃口区域快速加热到850-900℃,随即喷水或浸油淬火,然后低温回火。处理后的刃口组织为细针状马氏体,晶粒细小。我们测过,刃口硬度HRC58,刀体HRC38,过渡区硬度梯度平缓,没有明显应力集中。使用寿命比整体淬火刀片延长一倍。
热处理后还要做深冷处理。刀片在-80℃环境下保温2小时,促使残余奥氏体转变,尺寸稳定性好,刃口不易微崩。三道工序下来,一片粉碎机刀片才能出厂。

二、特点与优势
经过良好热处理的粉碎机刀片,有几个突出特点。
1.锋利度保持时间长。破碎湿木材(含水率40%),连续工作200小时,刃口圆弧半径仍小于0.2mm。普通刀片80小时就磨圆了。
2.出料粒度集中。锋利刃口剪切木材时,是切断而不是撕裂,产生的碎屑中,长条状料占比低,合格木片(6-12mm)比例超过85%。
3.抗冲击能力不降。虽然刃口硬了,但刀体仍然柔韧,遇到硬物不会整体崩裂,只是刃口产生微小缺口,可修磨再用。
木料加工厂直观的感受是:筛网不堵了。
1.刃口钝的时候,粉碎机是靠挤压和摩擦将木材磨碎,产生大量细粉,容易堵塞筛网。锋利的热处理刀片以剪切为主,细粉量减少30%以上,筛网通畅,产量自然提高。同时电机电流稳定,不会忽高忽低。
2.更换频次降低。普通刀片两周修一次,热处理刀片一个半月才需要磨。
三、应用场景
粉碎机刀片主要用于生物质燃料厂(破碎秸秆、树枝)、人造板厂(破碎原木、板皮)、食用菌培养基加工(破碎硬杂木)、以及园林废弃物处理。针对不同原料,热处理工艺略有调整。破碎软木(杨木、松木),刃口硬度HRC56-58即可;破碎硬木(橡木、枣木)或含砂石回收木料,硬度提到HRC60,并增加堆焊耐磨层。
在生物质颗粒厂,出料粒度均匀性直接影响成型机模具寿命。粒度不均匀,粗颗粒压不出,细粉则烧模具。经过热处理刀片破碎的木屑,粒度标准偏差小,客户反馈模具磨损周期延长15%。
四、采购与使用注意事项
采购粉碎机刀片时,问清楚热处理工艺。是整体淬火还是局部感应淬火?有没有深冷处理?要求提供硬度检测报告,分别测刃口和刀体。注意刃口硬度不是越高越好,HRC62以上容易崩,适合软木或轻载;重载工况选HRC56-58更稳妥。
使用中,安装时注意动刀与定刀的间隙,一般调整为1-2mm。间隙过大会产生长条料,过小容易碰撞崩刃。每班次检查刀片紧固螺栓,振动会导致松动。发现刃口出现0.3mm以上磨损圆弧,及时修磨。修磨时用白刚玉砂轮,充分冷却,防止刃口退火。修磨三次后,检测刃口硬度,下降超过HRC3就要考虑报废。
木料中容易混入铁钉、石块,建议在进料口加装强磁滚筒和金属探测器。热处理刀片虽然韧性好,但硬碰硬还是会有损伤。
粉碎机刀片的热处理看似一道工序,实际上决定了整台设备的破碎效率和出料品质。刃口够硬够锋利,木料被干净利落地切断,出料粒度集中均匀,后续工序省心。那些只便宜、不做热处理的刀片,用起来费电、堵网、换得勤,算总账更亏。选刀片时多问一句热处理工艺,比价比半天更实在。