电话:13218895878
www.hxdaoju.com
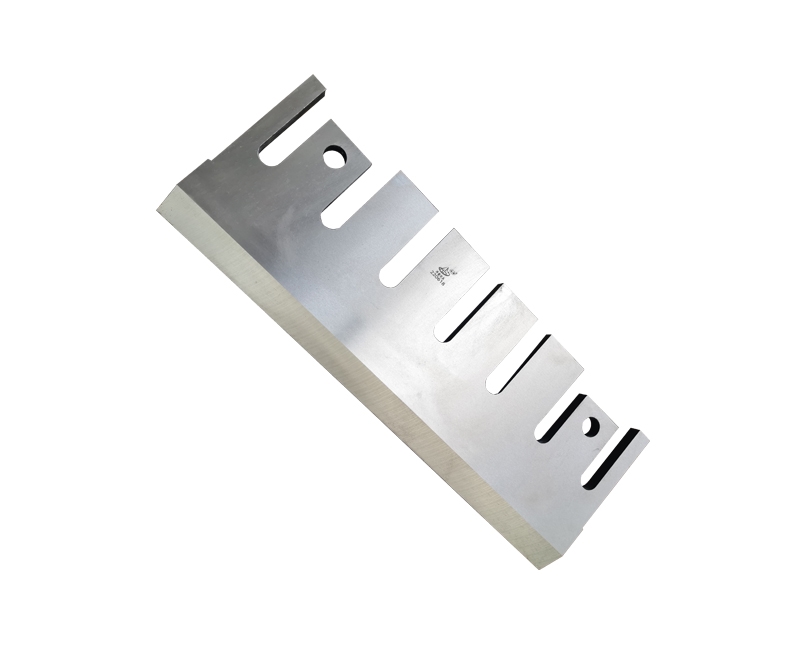
木材削片机刀片是安装在盘式或鼓式削片机上用于将原木、枝桠材、板皮等木质原料切削成工业木片的专用刀具。刀片直接作用于木材纤维,通过高速旋转与定刀配合完成切断动作,刃口形状与耐磨性能决定了木片的尺寸均匀度与出料效率。
一、材质构成与产品特点
木材削片机刀片通常采用高碳合金钢、弹簧钢或经过渗碳处理的低合金钢制造。刃口部位可通过堆焊耐磨层或镶嵌硬质合金条来提升耐用性。不同材质的刀片适应不同的加工对象:切削软木(如杨木、松木)时可选用韧性较高的合金钢;切削硬木(如橡木、桦木)或含有泥沙的回收木材时,则需要高耐磨性的材质。
二、木材削片机刀片具备以下几个基本属性
1.刃口角度经过专门设计,通常为20°至30°,能够兼顾锋利度与抗冲击能力。
2.刀片平面度控制在合理范围内,安装后与定刀的间隙保持均匀,避免出现局部啃料或漏切现象。
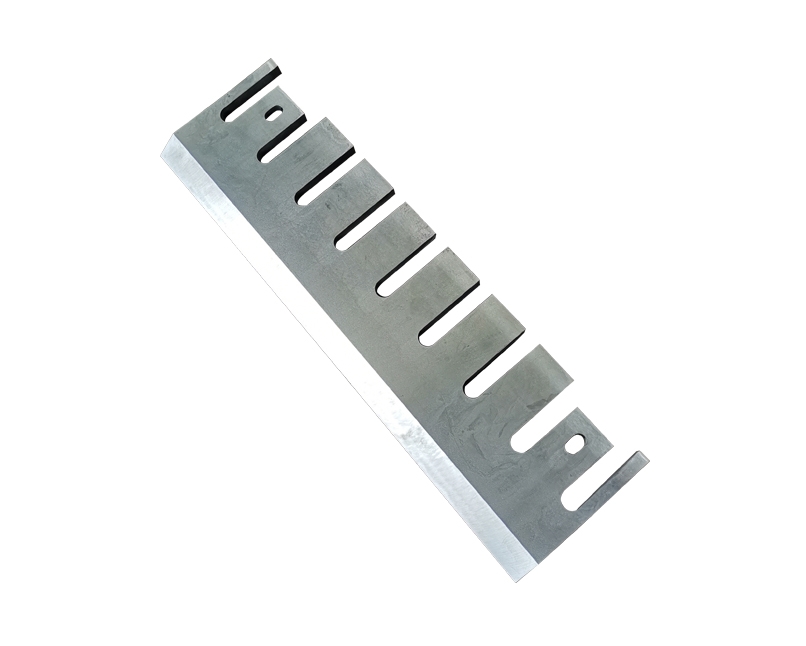
3.刀背上设有定位台阶或腰形孔,方便在刀辊上快速定位与调整。
4.刀片经过热处理后,硬度分布较为均匀,从刃口到刀体的硬度梯度过渡平缓,减少了使用中产生裂纹的可能性。
三、应用范围与使用优势
木材削片机刀片主要应用于人造板生产线的备料环节、生物质发电厂的燃料制备、造纸行业的木浆原料处理以及食用菌培养基的木片加工。在各类场景中,合理的刀片性能指标能够带来多方面的收益。刃口保持锋利的刀片切削出的木片切口整齐,碎屑率较低,合格木片产出比例提高。耐磨性良好的刀片可连续工作较长时间而无需更换,减少了停机换刀的次数。刀片经过动平衡配重后,在高速旋转时振动较小,对主轴轴承和设备机架也能起到保护作用。

四、木材削片机刀片性能指标解读
判断一套刀片是否满足工业切削需求,主要参考以下几项性能指标。
1.硬度指标:刃口硬度通常控制在HRC52至HRC58之间。硬度偏低时磨损加快,硬度偏高则容易崩口。优质刀片的硬度在刃口全长范围内波动较小,差值一般不超过HRC3。
2.冲击韧性:刀片在承受木材中的硬节、钉子或砂石冲击时,不应出现碎裂。冲击韧性值应不低于20J/cm²(根据材料标准)。可通过检查刀片断口组织的致密程度进行初步判断——细密无砂眼的断口较为理想。
3.耐磨性能:在同等切削条件下,刀片连续工作8小时后,刃口磨损量应小于0.3mm。耐磨性可通过刀片材质中的碳化物含量及分布均匀度来评估。
五、工业级切削配件质量辨别方法
在实际选择或验收木材削片机刀片时,可以采用以下几种质量辨别方法。
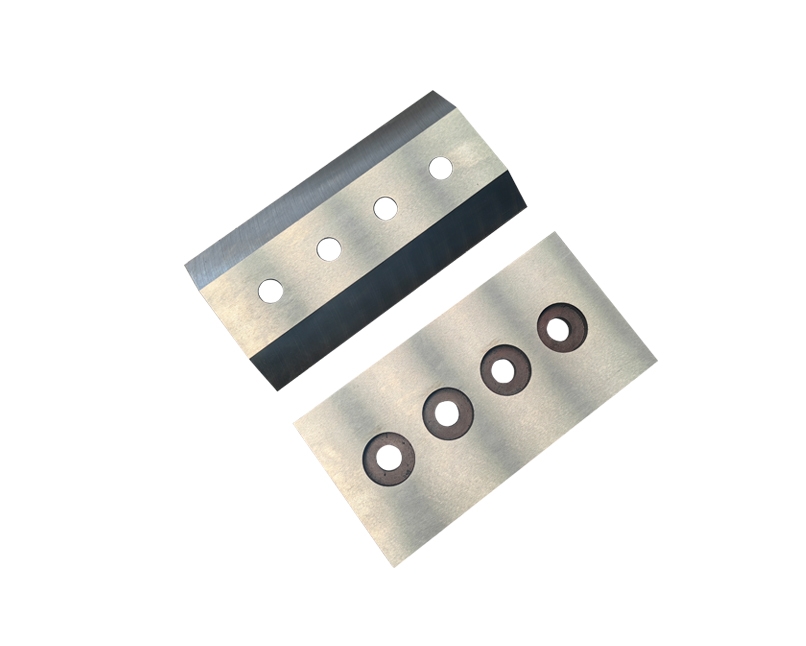
1.外观检查法:观察刀片表面有无明显的磨削烧伤痕迹(局部发蓝或发黑)。烧伤区域表明磨削过程中温度过高,可能导致刃口局部退火,使用时该处会提前磨损。检查刃口有无微小崩口或锯齿状缺陷,用指甲轻划刃口,感觉光滑均匀者为佳。
2.尺寸检测法:使用游标卡尺测量刀片厚度的一致性。将刀片平放于平台,用塞尺检测平面度,每100mm长度上平面度应不超过0.05mm。检测安装孔的孔径公差及孔距,确保与刀辊定位销配合紧密,无松动旷量。
3.硬度抽检法:使用便携式里氏硬度计在刀片刃口背面非工作区域进行多点测量。同批次刀片的硬度值应相对集中,偏差过大的产品在使用中容易出现局部过快磨损或崩口。
4.简易切削测试:在设备上安装待测刀片与已知质量良好的参考刀片,采用相同木材原料进行短时切削(例如15分钟)。停机后对比刃口磨损情况以及所产木片的切口质量。性能合格的木材削片机刀片在测试后刃口应无明显钝化,木片断面上纤维撕裂较少。
5.材质标识核对:正规刀片通常会在非工作面上压印材质牌号(如65Mn、Cr12MoV、T10等)及硬度范围。通过核对标识与实际检测值的一致性,可以快速判断产品是否符合标称性能。对于无任何标识或标识模糊的产品,需结合其他方法综合判断。
木材削片机刀片性能指标及工业级切削配件质量辨别方法,有助于在设备日常维护中合理选用和验收刀片,降低因刀片质量问题导致的木片合格率波动和设备损耗。定期对入库刀片进行抽检,并保留检测记录,可以为后续采购提供参考依据,保障削片作业的连续性与稳定性。